
مشخصات فنی و طراحی دندانه تیغ اره دیسکی تنگستن کارباید (TCT)
تیغ اره های دیسکی تنگستن کارباید (TCT) از پیشرفتهترین ابزار برش در صنایع چوب و فلزات هستند که با بهره گیری از تکنولوژی روز دنیا تولید میشوند. این تیغهها با داشتن دندانهای ساخته شده از کاربید تنگستن، استحکام و مقاومت سایشی فوقالعادهای در مقایسه با تیغههای فولادی معمولی دارند. طراحی مهندسی شده و انتخاب بهینه پارامترهایی مانند تعداد دندان، زاویه حمله و طرح دندان، امکان برش دقیق و تمیز مواد مختلف از چوب و MDF تا فلزات غیرآهنی را فراهم میکند. درک صحیح از مشخصات فنی تیغ اره TCT برای انتخاب مناسبترین محصول و دستیابی به حداکثر بازدهی ضروری است.
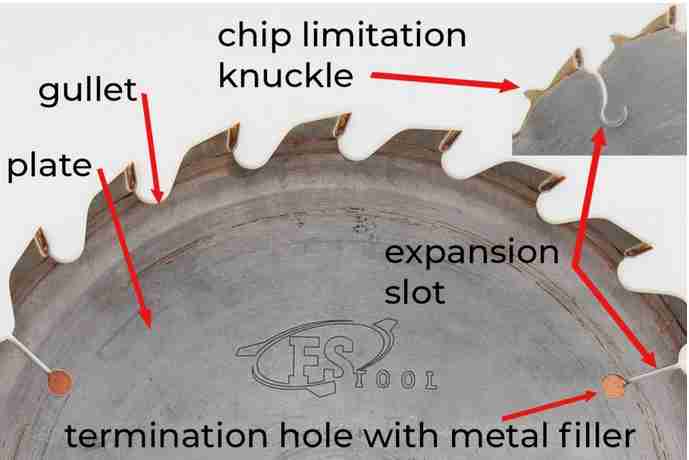
فضای بین دندانهها (Gullet)

فضای بین دندانههای تیغه اره، که به آن “گالت” (Gullet) میگویند، نقش مهمی در عملکرد تیغه دارد. تیغههایی با تعداد دندانههای کمتر معمولاً سریعتر برش میزنند، زیرا فضای گالت بزرگتری دارند که امکان خروج بهتر خاکاره را فراهم میکند.
در عملیات برش طولی (Ripping)، اندازه خاکارهها بزرگتر است، بنابراین تیغههایی با تعداد دندانه کمتر و فضای گالت بزرگتر برای این نوع کار مناسبتر هستند. در مقابل، عملیات برش عرضی (Crosscutting) خاک ارههای کوچکتری تولید میکند، معمولاً تعداد دندانه بیشتری دارند تا برش تمیزتری ایجاد کنند.
زاویه قلاب (Hook Angle) یا زاویه ریک یا زاویه حمله

یکی از پارامترهای مهم در طراحی تیغههای اره است که بر عملکرد برش و نوع مادهای که تیغه برای آن مناسب است، تأثیر میگذارد. در زیر به بررسی اهمیت این زاویه میپردازیم: زاویه قلاب (یا زاویه ریک) به میزان تمایل دندانهای تیغه نسبت به خط مرکزی تیغه به سمت جلو یا عقب اشاره دارد. اگر صورت دندانه نسبت به خط شعاعی به سمت جلو متمایل باشند، زاویه قلاب مثبت است و اگر به سمت عقب متمایل باشند، زاویه قلاب منفی است

این زاویه میتواند از ۵- درجه تا ۲۲+ درجه متغیر باشد.
زاویه مثبت برای برش سریع و خشن
تیغههایی با زاویه قلاب مثبت، برای برش سریع و تهاجمی طراحی شدهاند. این طراحی باعث میشود دندانها به راحتی در ماده نفوذ کنند و نرخ تغذیه (سرعت برش) افزایش یابد. هرچه زاویه دندانه بیشتر باشد، تیغه تهاجمیتر و سریعتر عمل میکند. این تیغهها برای مواد نرم مانند چوب ایدهآل هستند، جایی که سرعت و کارایی اولویت دارند.
همه تیغه های ریپ و اکثر تیغه های متقاطع دارای زاویه مثبت هستند. هرچه این زاویه تندتر باشد، برش تهاجمی تر خواهد بود. تیغههای چوب جامد معمولاً دارای زاویه ۲۰ درجه هستند. در تیغه های برش عرضی بسته به کاربرد (چوب جامد، تخته سه لا، ام دی اف) از حدود ۵ درجه تا ۱۵ درجه متغیر است.
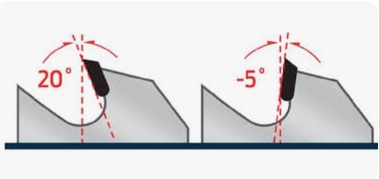
زاویه منفی برای برشهای دقیق و صاف
زاویه قلاب کم یا منفی (معمولاً کمتر از ۵ درجه) مناسب برای برش عرضی مواد سخت و کارهایی ست که در آن که نیاز به دقت و سطح صاف دارند. این طراحی برای مواد سخت، شکننده یا ظریف مانند ملامین، لایههای نازک یا فلزات مناسب است، زیرا تهاجم کمتر تیغه از شکستگی یا خرابی لبههای ماده جلوگیری میکند.
تیغههای اره برای کاربردهای مختلف طراحی شدهاند. به عنوان مثال، تیغههای میز اره معمولاً زاویه دندانه مثبت دارند تیغه های اره قلاب منفی در اره های فارسی بر (miter) و اره های بازویی شعاعی استفاده می شود. این هندسه تمایلی به چنگ زدن و بالا رفتن در کار و حرکت خودکار مواد را ندارد. این ویژگی بهویژه در برش فلزات اهمیت دارد چراکه کنترل و ایمنی را در حین عملیات برش افزایش میدهد. هندسه قلاب منفی برای برش مواد بسیار سخت یا ساینده استفاده می شود.
تیغههایی با زاویه مثبت ممکن است باعث پارگی لبههای برش شوند. در حالی که تیغههایی با زاویه کمتر، پارگی کمتری ایجاد میکنند اما نیاز به فشار بیشتری برای برش دارند.
درک زاویه قلاب کمک میکند تا تیغه مناسب برای مواد و کاربردهای خاص را انتخاب کرد، که این موضوع عملکرد بهینه و ایمنی را تضمین میکند
زاویه شیب بالایی و زاویه صورت دندان
زاویه اریب برای جدا کردن الیاف مواد طراحی شده است. در مورد تیغه ریپینگ یا طولی، دندان باید در ۹۰ درجه به جهت برش بریده شود، بنابراین آنها دارای سطح صاف هستند و اندازه زاویه اریب بالایی صفر درجه است.

هنگام برش متقاطع عرضی ، دندان ها الیاف را در راستای جهت برش جدا می کنند، بنابراین یک زاویه اریب بالایی از دندان به دندان دیگر تغییر می کند. تیغه های برش متقاطع دارای زوایای اریب از حدود ۱۰-۲۰ درجه هستند. تیغه های تخصصی برش ملامین دارای زوایای ۳۰-۴۰ درجه هستند. در شکل پایین زاویه شیب بالای دندانه و زاویه صورت دندانه نشان داده شده اند.
زاویه صورت
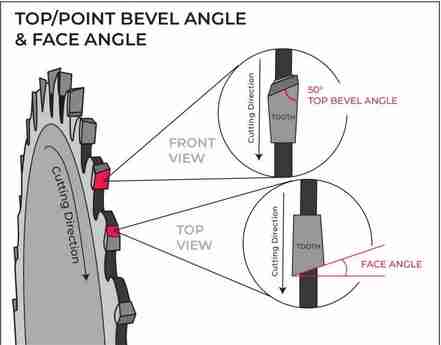
زاویه صورت دندان همانطور که در شکل بالا مشخص است زاویه سطح بیرونی تیغه نسبت به صفحه دید ما از بالا به تیغه می باشد. در تیغه هایی که برای برش مواد بسیار شکننده مانند ملامین یا مواد مستعد پارگی مانند تخته سه لا روکش شده استفاده می شوند، با وجود این زاویه برش بهتری حاصل میگردد.
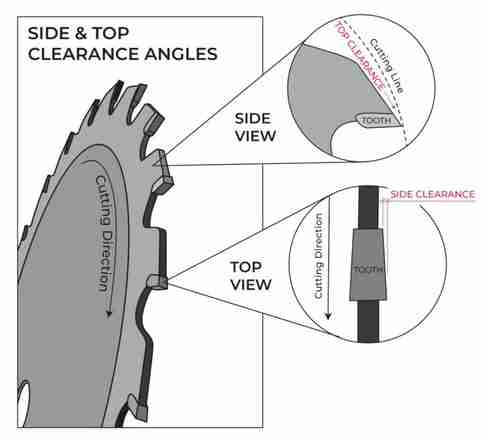
لقی راس و کنار تیغه
پس از تماس دندان و برش مواد، دندان نباید به تماس با کار ادامه دهد. این لقی به دندان اجازه می دهد تا به طور موثر برش داده و حرارت ناشی از اصطکاک کاهش می یابد. لقی و داشتن زاویه خیلی کم در کنار و بالای تیغه برای برش کارآمد ضروری است.
شیارهای ضد لرزش و انبساط (Anti-vibration & Expansion Slots)

شیارهای انبساط که با لیزر برش داده شدهاند، به کاهش حرارت ایجاد شده در حین برش کمک میکنند و اجازه میدهند تیغه بدون تغییر شکل یا از دست دادن تنش، منبسط و منقبض شود.
شیارهای ضد لرزش نیز با جذب صدا و جلوگیری از ایجاد اعوجاج هارمونیک، به عملکرد بیصدا و دقیق تیغه کمک میکنند. پر کردن این شیارها با سیلیکون میتواند باعث کاهش بیشتر صدا شود.