
مقدمهای بر فرآیند سنگزنی و انواع سنگها
سنگزنی (Grinding) با سنگ محور یک فرآیند برادهبرداری با دقت بالا است که عمل برداشتن مواد اضافه روی قطعه را با سایش کنترلشده انجام میدهد. این فرآیند معمولاً مرحله نهایی کار بر روی قطعه محسوب شده و پس از آن کیفیت سطح کار به میزان قابل توجهی افزایش می دهد
سنگهای ساینده ابزارهایی پیچیده و مهندسیشده هستند که انتخاب و استفاده صحیح از آنها مستلزم درک عمیق از مواد تشکیلدهنده، انواع، پارامترهای فرآیند و ملاحظات ایمنی است .
سنگهای ساینده در ابعاد و انواع مختلفی تولید میشوند؛ از سنگهای کوچک با قطر ۱۱۵ میلیمتر که روی دستگاههای سنگ دیواری نصب میشوند، تا سنگهای بزرگ با قطر ۵۰۰ و ۶۰۰ میلیمتر که روی دستگاههای سنگ محور (مثل سنگ محور سنترلس) بسته میشوند. انتخاب نوع سنگ به جنس قطعه کار، دقت مورد نیاز و نوع پرداخت سطح بستگی دارد
هر یک از سنگها برای کاربرد و شرایط خاصی طراحی شدهاند. انتخاب سنگ مناسب، تنظیم پارامترهای بهینه (مانند سرعت و پیشروی) و رعایت اصول ایمنی نه تنها منجر به دستیابی به کیفیت سطح و دقت ابعادی مورد نظر میشود، بلکه بهرهوری را افزایش داده و هزینههای تولید را کاهش میدهد.
اجزاء و مواد تشکیلدهنده سنگهای ساینده
سنگهای ساینده از سه جزء اصلی تشکیل شدهاند:
💎 دانههای ساینده (Abrasive Grains)
این دانهها عامل اصلی برادهبرداری هستند و باید از سختی بسیار بالا و مقاومت به سایش برخوردار باشند. انواع دانهها عبارتند از:
اکسید آلومینیوم (Al₂O₃): برای سنگزنی فولادها و چدنها.
کاربید سیلیکون (SiC): برای سنگزنی چدنهای سخت، فلزات غیرآهنی و مواد غیرفلزی.
الماس: برای سنگزنی مواد بسیار سخت مانند کاربید تنگستن، سرامیکها و شیشه.
CBN برای سنگزنی فولادهای سختکاری شده و سوپرآلیاژها.
رزین یا چسب (Bond)
مواد چسبنده دانههای ساینده را در کنار هم نگه میدارند و به سنگ شکل میدهند. انواع رزینهای مورد استفاده عبارتند از:
چسبVitrified سرامیک: متداولترین نوع، دارای مقاومت حرارتی و شیمیایی بالا
چسبResinoidرزینی: انعطافپذیر و برای کارهای با سرعت بالا
چسب Rubber لاستیکی: برای سنگهای برش و سایش دقیق
چسبMetallic فلزی: عمدتاً در سنگهای الماسه و CBN استفاده میشود
فضای خالی (Porosity)
فضاهای خالی بین دانههای ساینده و مواد چسبنده به دفع برادهها و انتقال خنککننده کمک میکنند.
انواع سنگهای ساینده و کاربردهای تخصصی آنها
سنگهای نصب شونده روی دستگاههای متحرک
– دیسک های فیبری
شامل صفحات با ضخامت کم (معمولاً با ضخامت ۱ تا ۴ میلیمتر) ، عمدتاً برای برش کاری استفاده میشوند و ضخامتهای بیشتر (معمولا 6تا 8 میلیمتر) برای سنگزنی دستی که روی دستگاههای سنگ فرز دستی (Angle Grinder) بسته میشوند. ساختار آنها از الیاف شیشه (فایبرگلاس) تقویتشده است تا در برابر سرعتهای بسیار بالا (معمولاً حدود ۸۰ متر بر ثانیه) مقاومت کنند. دیسکهای نازکتر (۱ تا ۲ میلیمتر) برای برش دقیق با کمترین اتلاف ماده و دیسکهای کمی ضخیمتر (۳ تا ۴ میلیمتر) برای برشکاری سنگینتر و با دوام بیشتر به کار میروند. قطر این سنگها تا 230 میلیمتر بوده و قطرهای بالاتر روی دستگاههای ثابت یا به اصطلاح پروفیل یر قرار می گیرند.
سنگهای قابل نصب روی دستگاههای ثابت
– سنگ های( با قطر کمتر) مخصوص دستگاه سنگ دیواری (bench Grinding Wheel)
این سنگها که به آنها اصطلاحا سنگ دیواری نیز گفته می شود روی دستگاه ثابت رو میزی بسته میشوند، برای سایش خشن، پلیسهگیری و تیز کردن ایزار طراحی شدهاند.


سنگهای دیواری یا رومیزی بسته به جنس ساینده آن انواع و کاربردهای مختلفی دارند. سنگ سنباده معمول خاکستری رنگ، دارای اکسید آلومنیوم قهوه ای و سنگ با ساینده سیلیکون کارباید سبز معروف به سنگ الماسه و سنگ اکسید آلومنیوم سفید با رنگ سفید متداول ترین انواع سنباده رومیزی می باشند.
این سنگها ضخامت قابل توجهی دارند که معمولاً از ۶ میلیمتر شروع میشود و تا ۲۵ میلیمتر و حتی بیشتر نیز میرسد. انتخاب ضخامت به نوع کار بستگی دارد: ضخامتهای کمتر برای مانورپذیری بیشتر و ضخامتهای بیشتر برای دوام بالاتر و سایش سطوح بزرگتر استفاده میشوند.
سرعت خطی مجاز برای این سنگها نیز معمولاً ۸۰ متر بر ثانیه است
– سنگ های محور ثابت (Surface Grinding Wheels)
این سنگها روی دستگاههای سنگ محور ثابت مانند نصب شده و برای ایجاد سطوح تخت با دقت ابعادی بسیار بالا (تا ۱.۵ میکرومتر) استفاده میشوند.


قطر آنها از ۱۵۰ تا ۶۰۰ میلیمتر متغیر است. ضخامت این سنگها معمولاً بین ۲۰ تا ۱۰۰ میلیمتر است. انتخاب ضخامت به عواملی مانند عرض سطحی که باید سنگ زده شود و پایداری ماشین بستگی دارد. برای سنگزنی سطوح عریض، از سنگهای با ضخامت بیشتر استفاده میشود تا هم پایداری هندسی خود سنگ حفظ شود و هم نرخ برادهبرداری بالاتر رود.
سرعت سنگ بسته به قطر و نوع چسب آن بستگی دارد.
برای ایجاد سطوح تخت با دقت ابعادی بالا (تا 1.5 میکرومتر) استفاده میشود در این سنگها، قطعه کار معمولاً توسط یک نگهدارنده مغناطیسی روی میز دستگاه بسته میشود و میز به صورت رفت و برگشتی زیر سنگ حرکت میکند. این روش برای دستیابی به سطوح بسیار تخت و موازی استفاده میشود.
– سنگهای آویز Swing Frame Grinder
این نوع سنگ زنی بیشتر بیشتر جهت سنگ زنی خشن با حجم براده برداری بالا استفاده می شود و به دو روش سنگ زنی با قطعه کار ثابت و سنگ ثابت انجام می شود . در سنگ زنی قطعه کار ثابت، پراتور سنگ را روی یک بازوی مفصلی هدایت میکند. در این روش قطعه کار (معمولاً بسیار سنگین و حجیم مانند شمش فولاد یا قطعات ریختهگری بزرگ) به روی میز کار یا در یک گیره بسته میشود یا بعضا بعلت سنگینی قطعه نیازی به قید ندارد. سپس اپراتور چرخ سنگزنی بزرگ و قدرتمند را به سمت قطعه هدایت میکند
در سنگ زنی سنگ ثابت، جایی مانند خطوط تولید، قطعات به طور خودکار زیر یک یا چند سنگ ثابت تغذیه میشوند و برای عملیات تولید انبوه استفاده می شود.
رزین بکار رفته در این سنگها از نوع فنولیک بوده و سرعت آن بسته به قطر متغیر است ولی بطور کل سرعت این نوع رزین نسبت به سایر سنگهای محور که با چسب های دیگر ساخته می شوند بیشتر است.. این فرآیند معمولاً برای از بین بردن پلیسهها، اضافات ریختهگری، عیوب سطحی یا شکلدهی اولیه با نرخ برادهبرداری بسیار بالا استفاده میشود

رزین بکار رفته در این سنگها از نوع فنولیک بوده و سرعت آن بسته به قطر متغیر است ولی بطور کل سرعت این نوع رزین نسبت به سایر سنگهای محور که با چسب های دیگر ساخته می شوند بیشتر است.
– سنگ های استوانه ای یا سنگ محور(Cylindrical Wheels)
این سنگها برای سنگزنی سطوح خارجی و داخلی قطعات استوانهای و مخروطی به کار میروند
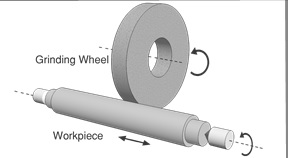
قطری بین ۳۰۰ تا ۶۰۰ میلیمتر دارند. ضخامت آنها معمولاً باریکتر و در محدوده ۲۵ تا ۵۰ میلیمتر است. انتخاب ضخامت بستگی به قطر و طول قطعه کار دارد. برای قطعات باریک و بلند، ممکن است از سنگهای باریکتر برای جلوگیری از اصطکاک و گرمایش بیش از حد استفاده شود.
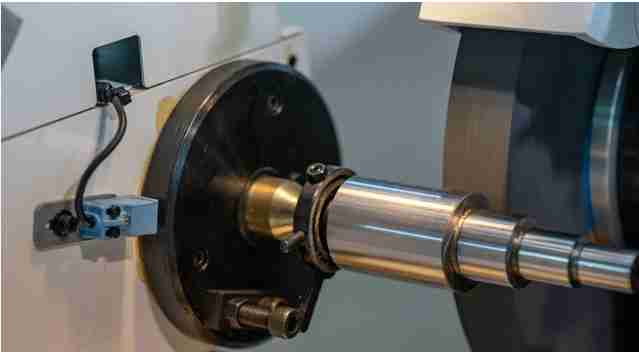
این فرآیند برای دستیابی به تلرانسهای ابعادی بسیار دقیق و کیفیت سطح عالی روی شفتها، پینها و سایر سطوح دوار استفاده میشود. قطعه کار بین دو مرغک قرار گرفته و میچرخد.


نوعی دیگر از این نوع سنگ زنی ، سنگ محور داخلی جهت پرداخت کاری و اندازه کردن قطعات که قبلا سوراخ کاری شده اند و لوله ها به کار می رود.
– سنگ های سنترلس(Centerless Wheels)
این سنگها در دستگاههای سنترلس برای سنگزنی قطعات استوانهای بدون نیاز به بستن بین دو مرغک استفاده میشوند. این یک فرآیند با بهرهوری بسیار بالا برای تولید انبوه است.


این سنگها معمولاً بسیار عریض هستند و قطر آنها بین ۴۰۰ تا ۶۰۰ میلیمتر و ضخامت آنها بین ۱۵۰ تا ۳۰۰ میلیمتر است. این ضخامت بسیار زیاد برای ایجاد پایداری فوقالعاده و حفظ هندسه دقیق در حین سنگزنی طولانیمدت و تحت بارهای سنگین ضروری است.

در این روش، قطعه کار بر روی یک تیغه راهنما قرار گرفته و بین دو سنگ (سنگ ساینده اصلی و سنگ تنظیمکننده که معمولاً از جنس لاستیک یا چوب فشرده است) میچرخد. این تکنیک برای تولید انبوه قطعات کوچک تا متوسط ایدهآل است.
– سنگ های فرم(Profile Wheels)
این سنگها برای ایجاد پروفیلهای خاص (مانند فرمهای پیچیده در تولید ابزار و قالب) و سنگزنی شیارها استفاده میشوند.


قطر آنها معمولاً کوچکتر و بین ۲۰ تا ۱۵۰ میلیمتر است. ضخامت آنها میتواند از ۲ میلیمتر (برای شیارهای بسیار باریک) تا ۲۰ میلیمتر و بیشتر بسته به فرم مورد نظر باشد باشد. انتخاب ضخامت دقیقاً مطابق با شکل و ابعاد پروفیل مورد نظر انجام میگیرد. سرعت کاری این سنگها بسته به قطر و دقت مورد نیاز تعیین میشود.
پارامترهای فنی و انتخاب شرایط بهینه سنگزنی
انتخاب صحیح پارامترهای سنگزنی برای دستیابی به کیفیت سطح مطلوب، بهرهوری اقتصادی و طول عمر ابزار است.
سرعت سنگ (Grinding Speed)
سرعت محیطی سنگ (بر حسب متر بر ثانیه) یکی از مهمترین پارامترها است. سرعت پایین میتواند منجر به گرمایش بیش از حد قطعه کار و کاهش کیفیت سطح شود، در حالی که سرعت بسیار بالا ممکن است باعث خرد شدن سنگ یا کاهش دقت ابعادی گردد.
نرخ پیشروی (Feed Rate)
نرخ پیشروی مناسب به میزان برادهبرداری، جنس قطعه کار و نوع عملیات (خشن یا پرداخت) بستگی دارد. نرخ پیشروی زیاد میتواند باعث ایجاد بار زیاد روی سنگ و کاهش عمر آن شود.
استفاده از خنککننده (Coolant)
بیشتر عملیات سنگزنی به دلیل تولید حرارت زیاد نیاز به خنککننده دارند. خنککننده علاوه بر کنترل دما، به دفع برادهها و روانکاری نیز کمک میکند. در سنگزنیهای با دقت بسیار بالا ممکن است حرارت تولیدی کم باشد و نیاز به خنککاری نداشته باشد.
درسینگ و تیز کردن سنگ (Dressing and Truing)
عملیات درسینگ (Dressing) برای تیز کردن دانههای ساینده، تصحیح هندسه سنگ و تمیز کردن سطح آن از مواد چسبیده انجام میشود.
ملاحظات ایمنی و نگهداری
سرعت مجاز:صرف نظر از نوع باند، همیشه و همیشه باید به حداکثر سرعت مجاز درج شده بر روی خود سنگ (که بر حسب متر بر ثانیه یا RPM برای قطر مشخصی نوشته شده است) توجه کنید. این عدد توسط سازنده و بر اساس طراحی و تستهای دقیق تعیین میشود و هرگز نباید از آن تجاوز کرد. حتی اگر یک باند فنولیک تقویت شده قابلیت کار در ۸۰ m/s را دارد، اگر روی سنگ عدد پایینتری درج شده باشد، باید به آن عدد پایبند بود
بازرسی منظم: قبل از نصب، سنگ را از نظر ترکخوردگی و آسیبدیدگی بازرسی کنید.
نصب صحیح: از فلنجهای مناسب و یکسان در دو طرف سنگ استفاده کنید و آن را با گشتاور صحیح سفت نمایید.
حفاظت: همیشه از حفاظ (Guard) مناسب روی دستگاه استفاده کنید.
استفاده از لوازم حفاظت فردی (PPE): همیشه از عینک ایمنی، ماسک تنفسی، محافظ گوش و دستکش استفاده نمایید.
تعادل (Balancing): سنگهای بزرگ، به ویژه روی دستگاههای دقیق، باید بالانس شوند تا از لرزش و کاهش دقت جلوگیری شود.
شرایط نگهداری: سنگها را در محیط خشک و با دمای پایین، دور از تابش مستقیم خورشید و رطوبت نگهداری کنید. از انداختن یا ضربه زدن به آنها خودداری نمایید.